
पानी


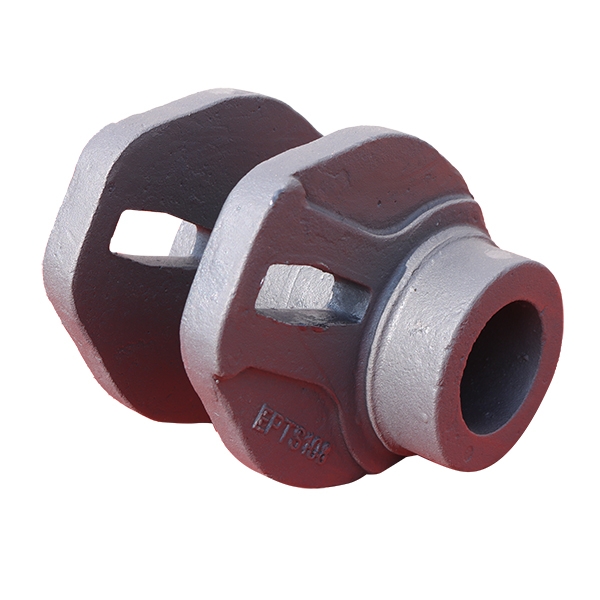
AZ222200201 मोर्चा AXLE BOOD
उत्पाद सुविधा
Lost foam casting (also known as real mold casting) is made of foam plastic (EPS, STMMA or EPMMA) polymer material into a real mold with exactly the same structure and size as the parts to be produced and cast, and is dip-coated परिशोधन कोटिंगको साथ (सुदृढ र सास फेर्न) र सुक्खाको साथ, यो सुक्खा क्वार्टज बालुवामा गाडिन्छ र तीन-आयामिक कम्पन मोडेलको अधीनमा छ। पग्लिएकी धातु नकारात्मक दबाब अन्तर्गत मोल्डिंग बालुवा बक्समा खसाइएको छ, ताकि पोलीमर भौतिक मोडेल तटरी र बाफनिएको छ, र त्यसपछि झिकिएको छ। एक पटकको मोल्ड विधि जुन एक पटक मोल्ड कास्टिंग प्रक्रियालाई कूलि ing गरिसकेपछि गम्भिर र ठोस अपनाएर गठन गरिएको एक पटक मोल्ड कास्टिंग प्रक्रिया बदल्न तरल धातुको प्रयोग गर्दछ। हराएको फोम कास्टिंगमा निम्न विशेषताहरू छन्: 1। कास्टिंगहरू राम्रो गुणस्तर र कम लागतको हुन्छन्; 2 सामग्रीहरू सीमित छैनन् र सबै आकारका लागि उपयुक्त; 3 उच्च परिशुद्धता, चिल्लो सतह, कम सफाई, र कम मशीनिंग; । आन्तरिक कमजोरीहरू धेरै कम हुन्छन् र कास्टिंगको संरचना सुधार हुन्छ। घन; । यसले ठूलो पैमाने र द्रव्य उत्पादन महसुस गर्न सक्दछ; । यो समान कास्टियूको ठूलो उत्पादन उत्पादनका लागि उपयुक्त छ; । यो म्यानुअल अपरेशन र स्वचालित सम्मेलन लाइन उत्पादन र अपरेशन नियन्त्रणको लागि उपयुक्त छ; The। उत्पादन लाइन को उत्पादन स्थिति वातावरणीय संरक्षण प्राविधिक प्यारामिटर को आवश्यकताहरु पूरा गर्दछ। ; 9 यसले कास्टिंग उत्पादन रेखाको उत्पादन सर्तहरूको ठूलो सुधार गर्न सक्छ, श्रमका तीव्रता कम गर्नुहोस्, र ऊर्जा खपत कम गर्दछ।
उत्पादन वर्णन
डिजाइन लचिलो छ र संरचनात्मक संरचनात्मक डिजाइन को लागी पर्याप्त स्वतन्त्रता प्रदान गर्दछ। अत्यधिक जटिल कास्टिंग फोम मोल्डको संयोजनबाट कास्ट गर्न सकिन्छ।
लगानी र उत्पादन लागत घटाउनुहोस्, कास्टिंग खाली ठाउँहरू कम गर्नुहोस्, र सानो मासिंग भत्ताहरू छन्। (1) कास्टिंगको ब्याप मात्रा (2) कास्टिंग सामग्री ()) कास्टिंग आकार ()) कास्टिंग संरचना
परम्परागत कास्टमा कुनै बालुवाको कोर छैन, त्यसैले त्यहाँ व्युत्पन्न बालुवाको मोटाईको मोटाई वा परम्परागत बालुवा कास्टमा बेवकूफको बालुवाको मोटाईको कुनै असमान पर्खाल मोटाइ हुनेछ।
.कस्टिंगहरू उच्च परिशुद्धता छ। हराएको फोम कास्टिंग लगभग कुनै मार्जिन र सटीक मोल्डको साथ नयाँ प्रक्रिया हो। यस प्रक्रियालाई मोल्ड लिदै छैन, कुनै भाग सतहको आवश्यकता पर्दैन, र बालुवाको मूल, ताकि कोर संयोजनको कारणले आयामी त्रुटिहरू कम हुन्छन्। कास्टिस्टको सतह कतै कठोरता R32 देखि 12. μm सम्म पुग्न सक्छ; कास्टिंगको आयामत्मक सटीकता CT7 to to मा पुग्न सक्छ; मासिंग भत्ता 1. 1.5 देखि 2 मिलीग्राम हुन्छ, जसले माकीनको लागत कम गर्न सक्दछ। परम्परागत बालुवा कालुवा कास्टिंग विधिको तुलनामा, यो Makining समय को% 0% ले कम गर्न सकिन्छ।
स्वच्छ उत्पादनलाई मोलिडिंग बालुवाका कुनै रासायनिक बाइन्डरहरू, कुनै राम्रा प्लेसक्सहरू कम तापक्रममा वातावरणीय मैत्री हुन्छन्, र पुरानो बालुवाको रिसाइक्लि grive दरमा।






हामी तपाईंको लागि के गर्न सक्दछौं भनेर छलफल गर्न चाहनुहुन्छ?
जहाँ हाम्रो समाधानले तपाईंलाई लिन सक्छ पत्ता लगाउन सक्छ।